

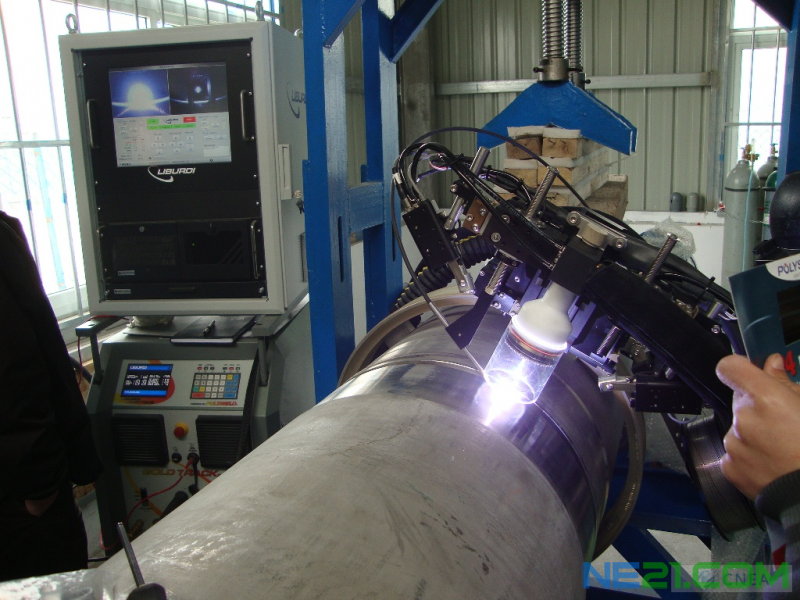

2011年1月25日,具有国际先进水平的窄间隙自动焊工艺在宁德核电站1#机组(CPR1000堆型)主管道焊接中正式应用,这是自动焊技术首次在我国核电站建设中使用,标志着我国核电站主管道焊接进入自动焊工艺时代。中国核能协会赵成昆副理事长,国家核安全局、华东核与辐射监督站、中国核动力研究院、中核武汉核电运行技术股份有限公司及中核二三建设公司等单位领导应邀出席了此次仪式,中广核工程有限公司总经理束国刚宣布主管道自动焊正式开始。在此之前的1月24日,该项技术顺利通过了由中国工程院叶奇蓁院士担任组长的专家组的评审。
CPR1000堆型核电站主回路管道,是指连接反应堆压力容器、蒸汽发生器以及主泵等主设备的管道,主要功能是为堆芯提供冷却剂,其设计寿期一般为40年、运行压力为15.5MPa、温度为283.6℃,属于核电站一回路承压边界。主管道焊接处于核岛安装关键路径,其工期直接影响到核电站冷试及商运等关键节点。
主管道自动焊是一项先进成熟的技术,但长期为国外企业所垄断。中广核工程有限公司自2008年年底,启动了CPR1000主管道自动焊项目前期准备工作,先后与法国、韩国及国内科研院所等进行了交流,最终确定在国外技术基础上起步,通过模拟焊接试验自主开发具有自主知识产权的先进技术方案。
考虑到自动焊项目实施是一项系统工程,项目涉及上游设计、主设备制造、工具及设备成套、模拟焊接试验及现场实施等多个环节,为稳步快速推进主管道自动焊工艺应用顺利实施,2009年10月,中广核工程公司内部整合安装、焊接、测量等不同专业人员,组建了CPR1000主管道自动焊执行小组,外部联合中国核动力研究设计院、中核二三建设公司、中核武汉核电运行技术公司,以及国内主要的核电设备制造单位等,从而实现了设计、制造、安装,及检测实施等整个核电产业链的链接,组成了CPR1000主管道自动焊项目大团队,共同负责主管道自动焊技术的研发及应用。
自2009年10月项目启动,中广核工程有限公司充分发挥自身在科技研发、项目统筹、资源配置,以及技术决策方面的综合优势,与各个合作单位通力合作,共同攻关,先后完成了工具材料选型及采购成套、模拟焊接试验及工艺参数确定、宁德项目主管道自动焊工艺评定,及宁德1#机组现场焊接实施等各个阶段的预定目标,历时仅1年左右。2011年1月21日国家核安全局正式审核通过宁德项目主管道自动焊工艺评定。
窄间隙自动焊技术的使用,将对主管道焊接质量提高、焊接工期优化、减轻人员劳动强度,以及核电站建造成本压缩起到非常重要的作用。窄间隙自动焊工艺的使用,将最大限度地排除焊接过程中人因因素的影响,有效保证焊接质量稳定性;同时,单个焊口焊接工期将由35天时间,缩短至15天左右,这将使核岛安装关键路径工期缩短30至45天,由此带来了单台机组商运提前,其直接经济价值相当可观;另外,可以大大减轻人员的劳动强度,尤其是在未来运行、维修中使用该项技术,能够大幅度地减少人员辐照剂量。
主管道自动焊工艺的投入应用,填补了我国核电建设领域的一项空白,标志着占目前我国在建核电机组过半的CPR1000项目将全面进入主管道自动焊工艺时代。同时,也将为我国自主完成三代EPR及AP1000堆型主管道自动焊工作提供强有力的技术准备。
中广核工程有限公司是中国广东核电集团旗下专业化的核电工程建设管理公司,目前同时进行着红沿河、宁德核电站等六大核电项目共16台百万千瓦级核电机组的建设,是全球承建核电机组规模最大的企业。科技创新是中广核工程公司发展壮大的不竭动力,公司明确将科技创新作为公司加快发展方式转变的重要手段和支撑公司可持续发展的重要途径,2010年国家级研发平台――国家能源核电工程建设技术研发(实验)中心正式落户工程公司,以此为依托,工程公司将逐步建立并完善以企业为主体、以市场为导向、产学研相结合的科技创新体系,建立核电全生命周期的科技创新机制,通过源源不断的科技创新使我国核电产业之路愈加宽广,早日屹立于世界核电建设的强者之林。













