 微信客服
微信客服 微信公众号
微信公众号引 言
随着新能源汽车产业的蓬勃发展,功率密度的不断提升与服役条件的日趋苛刻给车载功率模块封装技术带来了更严峻的挑战。碳化硅凭借其优异的材料特性,成为了下一代车载功率芯片的理想选择。同时,高温、高压、大电流的工作环境对碳化硅模块内部封装材料的互连可靠性提出了更高要求,开发与碳化硅功率芯片匹配的新型互连材料和工艺亟需同步推进。
传统互连材料的局限
传统的高温锡基焊料和银烧结技术已在功率模块行业中活跃多年,但它们各自存在一定短板。例如,锡基焊料耐高温性能不足,热导率、电导率偏低,在高温下存在蠕变失效的风险,在车用碳化硅模块中的存在感日渐式微。
另一方面,作为当下碳化硅模块的主力封装材料,银烧结工艺日趋成熟。烧结银焊点耐高温、热导率、电导率突出,有着优异的综合力学性能,但其成本较高且存在潜在的电迁移问题。此外,烧结银能够适配的界面结构种类有限,往往要求在基板表面预置银、金等金属化层,若不预置金属化层则可靠性稍受影响。过度复杂的界面连接结构和表面处理工艺不光会造成成本的上涨,更会带来潜在的界面破坏风险,从而对器件的长期可靠性形成威胁。上述局限性驱动着业界探索新的互连材料和技术,与烧结银几乎同时发展的烧结铜技术,在近年来收获了日益增加的关注度。

铜烧结技术的优势
铜材料具有匹敌银的优异导电、导热性能,且比之银而言,铜材料与碳化硅芯片、陶瓷基板的热膨胀系数更为相近,有望缓解热循环和功率循环状态下的热失配问题。此外,铜烧结工艺对基板表面的金属化层不敏感,有望极大地简化连接界面结构,从而获得更高的界面稳定性和产品可靠性。同时,单纯的界面组成也能够最大限度地抑制原子扩散、金属间化合物生成等互连退化现象,降低界面处的接触电阻、热阻,并优化电流分布。更重要的是,从原材料价值角度而言,铜的价格仅有银的几十分之一,理论上具备较低成本。
在过去的十年间,铜烧结材料虽然与银烧结材料平行发展,但其固有的易氧化特性对烧结气氛和烧结条件要求较高,极大地限制了铜烧结材料的广泛应用。近年来,各大材料厂商普遍在铜烧结浆料的制备上取得突破,工艺条件极大缓和,不少商用案例开始涌现。同时,适用于银烧结工艺的设备也可以很好地兼容高性能铜浆料。此类设备随着银烧结工艺的成熟开始成为各大模块厂商的产线“标配”,又“无意中”为铜烧结的普及创造了条件。

基本半导体的先行者姿态
据此,基本半导体认为,铜烧结有望成为碳化硅车载功率模块封装的理想互连方案。作为国内碳化硅功率器件领域的创新企业,基本半导体意识到铜烧结技术的潜力,积极与材料供应商展开合作,力求将这一前沿技术率先应用于自身产品中。通过与材料业界的合作伙伴通力协作,基本半导体在铜烧结浆料的选型、互连工艺优化等方面取得了一系列进展,为铜烧结技术在碳化硅车载功率模块中的产业化应用奠定了基础。

基本半导体Pcore™6 -汽车级HPD碳化硅MOSFET模块
截至目前,基本半导体模块研发团队已对多款铜烧结浆料进行了选型评估,印刷、烘烤、贴片、烧结等工艺环节已趋于稳定。烧结后的连接强度达到80MPa以上,接近银烧结浆料的最优水平。得益于20MPa以上的超高压烧结工艺,孔隙率低至15%以下,多孔状铜烧结体性质均一,难以观察到气孔等缺陷。
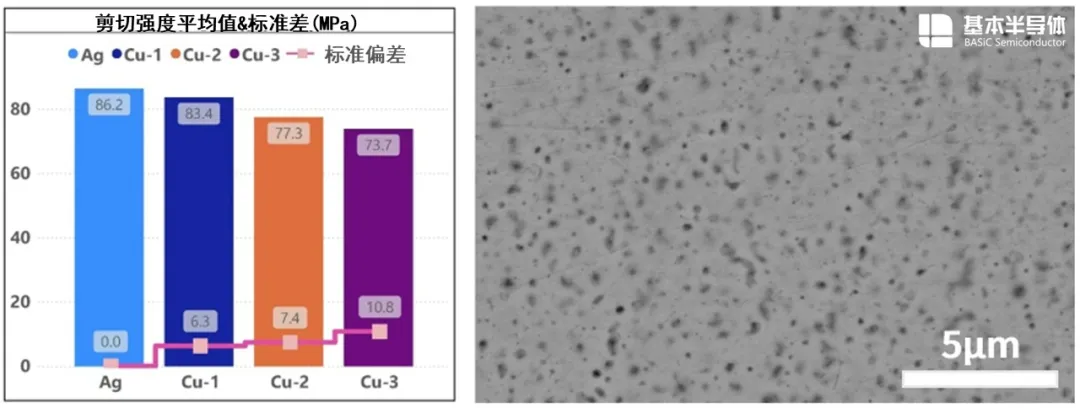
(左)三种Cu浆料剪切强度测试结果(现行Ag浆料作为对比)
(右)加压烧结铜截面形貌
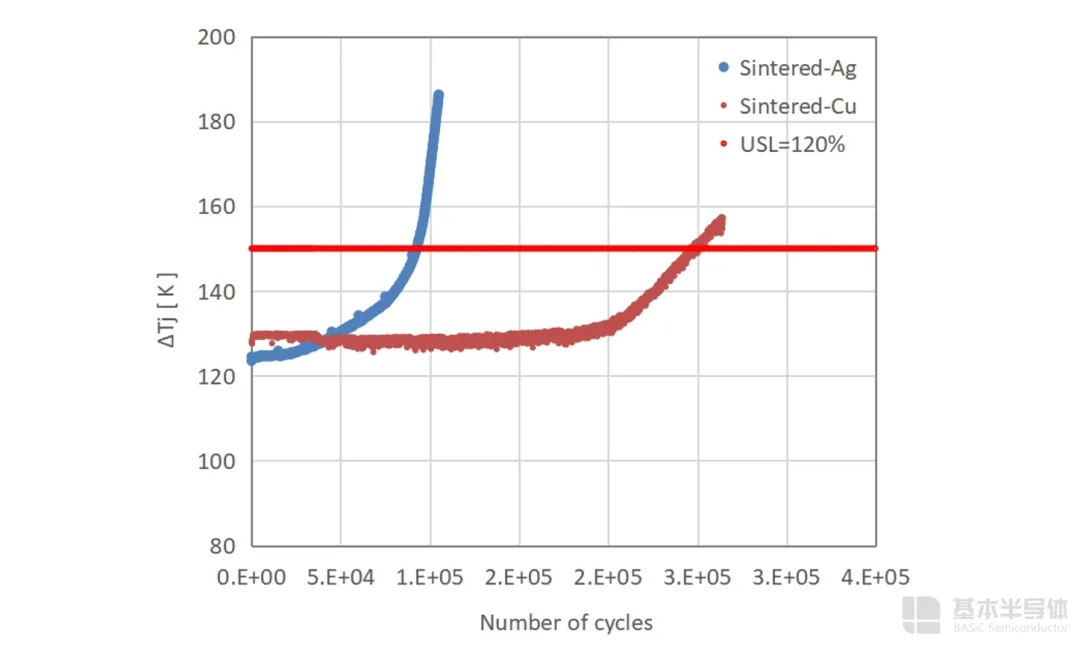
热冲击测试中,铜烧结模块展现了预期的高可靠性,不仅寿命超过银烧结模块30%,且未观察到明显的界面破坏。在功率循环可靠性测试中,采用铜浆料的模块样品寿命远高于银浆料的模块。综合而言,铜烧结模块的寿命提升显著,可靠性指标完全能够满足车规级的严苛要求。
基本半导体采用铜烧结技术的预研产品展现出了优异的性能和可靠性,不仅证明了铜烧结技术的应用价值,也彰显了基本半导体作为行业先驱者的技术实力和创新精神。
结 语
铜烧结技术在碳化硅车载功率模块封装领域大有可为,基本半导体将积极推动该技术的产业化进程,充分发挥行业引领作用。未来,基本半导体将继续深化产学研合作,加速推进铜烧结技术的成熟和应用,为碳化硅车载功率模块的发展注入新的动力,助力新能源汽车产业实现更优性能、更高可靠、更低成本,推动行业生态良性发展。







0 条